
ВЫДЕЛЕНИЕ РЕНИЯ ИЗ СТОКОВ ОБОГАЩЕНИЯ МЕДНЫХ РУД.
Рений — типичный рассеянный элемент, не имеющий собственных минералов, он извлекается попутно при переработке медных, медно-молибденовых и молибденовых руд. Основные сферы потребления рения производство катализаторов для нефтеперерабатывающей промышленности и тугоплавких специальных сплавов (40%), применяемых для изготовления деталей турбин ракетно-авиационной техники (50%).
В Советском Союзе на эти цели ежегодно употреблялось около 10 т рения, но после распада Союза основная часть рениевого сырья осталась на Джезказганском медном месторождении Республики Казахстан. После некоторого спада выпуска рениевой продукции в конце 90-х гг. Казахстан, начиная с 2005 г., вновь довел производство рения до 8 т в год.
В России в настоящее время выпускается 1,4 т рения в год, причем основное сырье — импортные молибденовые концентраты. 3апасы рения в России оцениваются в 310 т и сосредоточены в основном на предприятиях медной и уранодобывающей промышленности. Существенное отличие российских месторождений от Джезказганского — более низкое (почти на порядок) содержание рения в концентратах, что требует постоянного прогресса в области химической технологии для эффективной переработки «бедных» источников.
Как типичный рассеянный элемент, рений начинает теряться уже с головных операций переработки руды — обогащения и получения концентратов. При этом значительная его часть (до 30%) переходит в водные растворы и поступает вместе с отвалами на хвостохранилище. Специально для глубокого извлечения рения были разработаны пористые высокоосновные аниониты. Но их использование для переработки растворов (среднее содержание рения — 0,1 мг/л) приводит к большим затратам ре- агентов, связанным с низкой концентрацией рения в десорбатах и с необходимостью его последующего концентрирования.
Более того, использование для десорбации концентрированных растворов кислот приводило к повышенной коррозии технологического оборудования и затрудняло дальнейшую обработку полученных растворов. Поэтому стояла задача, сохранив ионный обмен как головную техногенную операцию, разработать процесс с единым переносчиком рения от десорбата до кристаллов рениевой соли без образования (или с минимальным образованием) вторичных отходов. Столь сложная задача требовала нетрадиционных технологических подходов.
ВНИИ неорганических материалов, работавший в рамках конверсионных программ, предложил использовать для десорбации трехфазный процесс: анионит-водный раствор-экстрагент, разработанный для извлечения технеция в процессе переработки облученного топлива АЭС (подробнее этот процесс описан в Ргос. Int. Conf. Of Nuclear Waste Management and Enviromental remediation, Prague, v.1, р. 673-679, 1993). Это позволяло совместить гибкость процесса экстракционного аффинажа рения с его высокой глубиной извлечения при сорбционных операциях.
Из органического десорбента проводится реэкстракция рения раствором аммиака с получением концентрата, а в случае необходимости может быть проведен повторный цикл экстракции, промывки и реэкстракции на том же оборотном экстрагенте с получением товарного кристаллического перрената аммония. Детально технология изложена в журнале «Цветная металлургия», 1999 г., NQ5-6, стр. 16-19.
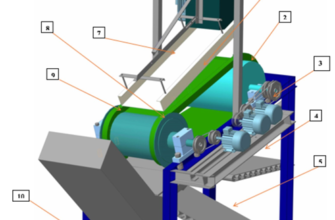
Поскольку состав растворов обогатительных фабрик весьма сложен и содержит в небольших концентрациях органические вещества, в 90-х гг. ХХ в. ВНИИНМ совместно с Гинцветметом испытали эту технологию на пилотной установке и реальных растворах от обогащения медных руд НПО «Джезказганцветмет». Испытания проводились в течение почти 3 месяцев, было переработано более 10 тыс. колоночных объемов растворов. Столь длительный срок был необходим, чтобы подтвердить работоспособность основных компонентов технологии — сорбента и экстрагента, отработать мероприятия по предотвращению их отравления примесями органических веществ и оптимизировать режимы проведения основных технологических операций.
Общее извлечение рения за время испытаний составило 70-80% (габариты пилотной установки не позволяли создать противоток водного раствора и сорбента, однако при реализации такого процесса можно увеличить извлечение рения до 90% и более); при этом на 97% рений переходил в органический десорбат и лишь на 3% терялся с промывкой сорбента от шламов. 3начительно ниже извлечение растворенной меди — 40-50% от ее содержания в обрабатываемых растворах. Разрабатываемые технические мероприятия позволяли отделять медь на начальных операциях процесса, а уровень концентрации рения давал возможность за счет схемных решений получать в результате экстракционных операций кристаллический перренат аммония.
Пилотные испытания показали, что технически реально извлечь рений из растворов с содержанием — 0,1 мг /л, и себестоимость рения оказалась лишь на 25% выше, чем прогнозируемая цена на кристаллический перренат аммония. С другой стороны, при этом растворы очищаются от токсичных элементов, за попадание которых в окружающую среду предприятие должно платить, и это радикально меняет экономику процесса.
На диаграмме показана структура себестоимости извлечения рения по данной технологии (без учета попутного извлечения меди). Основная ее составляющая (59%) — затраты на эксплуатацию оборудования и его высокая стоимость. При экономических расчетах в качестве головных аппаратов были заложены сорбционные напорные противоточные колонны, изготовленные из нержавеющей стали. Сейчас трудно сказать, можно ли использовать для изготовления оборудования низкосортные легированные стали, поскольку коррозионные испытания проведены не были. По-видимому, техническими средствами можно довести этот процесс до уровня себестоимости, сравнимого с ценой, т.к. затраты энергии и реагентов в ее структуре не превышают 30%.
При обсуждении результатов испытаний появился второй мощный экономический стимул для реализации данной технологии — одновременная очистка растворов от примесей металлов и органических веществ. Объем штрафов, выплачиваемых за сброс токсичных веществ, значительно перекрывал затраты на извлечение рения. Между тем структура технологии позволяет решать экологические задачи.
Проведенный совместно со специалистами НПО «Джезказганцветмет» технико-экономический анализ показал, что эта технология может быть использована как на оборотных растворах, так и на дренажных (сбросных) водах хвостохранилищ. В результате было принято решение о необходимости создания опытного технологического модуля, производительностью по стокам 500 мЗ/ч, который должен обеспечить экономически эффективную проверку этого варианта.
К сожалению, выделение Казахстана в самостоятельную республику и нарушение экономических связей между субъектами бывшего Союза не позволили завершить этот эксперимент на уровне крупного опытно-промышленного испытания. Но, на мой взгляд, все возрастающие экологические требования к очистке стоков предприятий медной и уранодобывающей промышленности, а также потребность в достаточно дешевом решении заставят вернуться к данной технологии в ближайшее время.



Опубликовано в журнале «Рынок вторичных металлов» № 5/43, 2007, с. 37-38.